- The 13th China Rare Earth Entrepreneurs Association and Expo Rare Earth Entrepreneurs Forum was grandly held in Shanghai
- Two 80-meter tunnel kilns of Gaochun Ceramic Yuquan Company were successfully put into operation on schedule
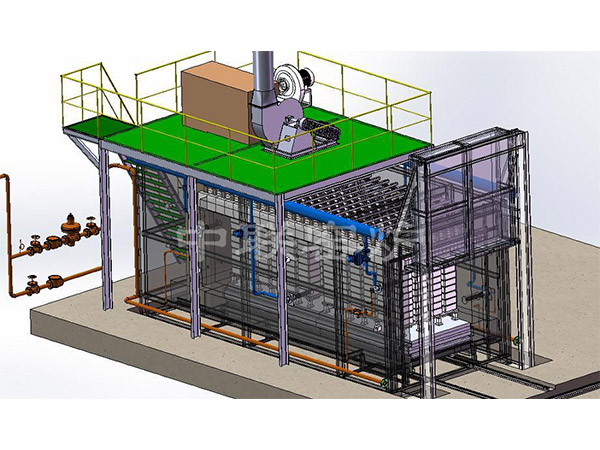
- Our company newly built 36 meters rare earth roller kiln in Deqing Xingbang and put it into operation successfully, with the certificate of acceptance
- CNMC Southern Rare Earth (Xinfeng) Co., Ltd. will start construction with an annual production capacity of 7,000 tons
- Gansus rare earth burning automatic production line passed the test operation and reached the standard acceptance
- Guests Malaysian Linus came to our company to investigate and negotiate successfully!




Service Hotline:
+86 0713-8690115
+86 13907257191